Application
CPC is ideal for products that require a high strength-to-stress ratio to ensure safety and reliability. A perfect application would be chassis parts where high mechanical properties and ductility are needed in a very stable repeatable process, such as:
- Front and rear steering knuckles/spindles
- Upper and lower control arms
- Subframes
- Front & Rear Crossmembers
- Structural brackets
- Yokes
- Shock towers
CPC is able to maintain the mechanical properties and ductility of the part, showing little variation even in mass production. This innovative technology, combined with its efficient and highly productive casting machinery, make it the best choice for aluminum chassis parts production. Major automobile manufacturers worldwide are taking advantage of CPC’s tried and proven process.

Process
There are many problems to watch for in other conventional aluminum casting processes such as low pressure, vacuum pressure, sand and squeeze casting. There is the chance of turbulent metal flow, the introduction of gases during filling and solidification porosity which contribute to the weakening of the casting’s structural integrity. These problems are reduced and controlled by CPC to provide castings of superior strength and reliability.
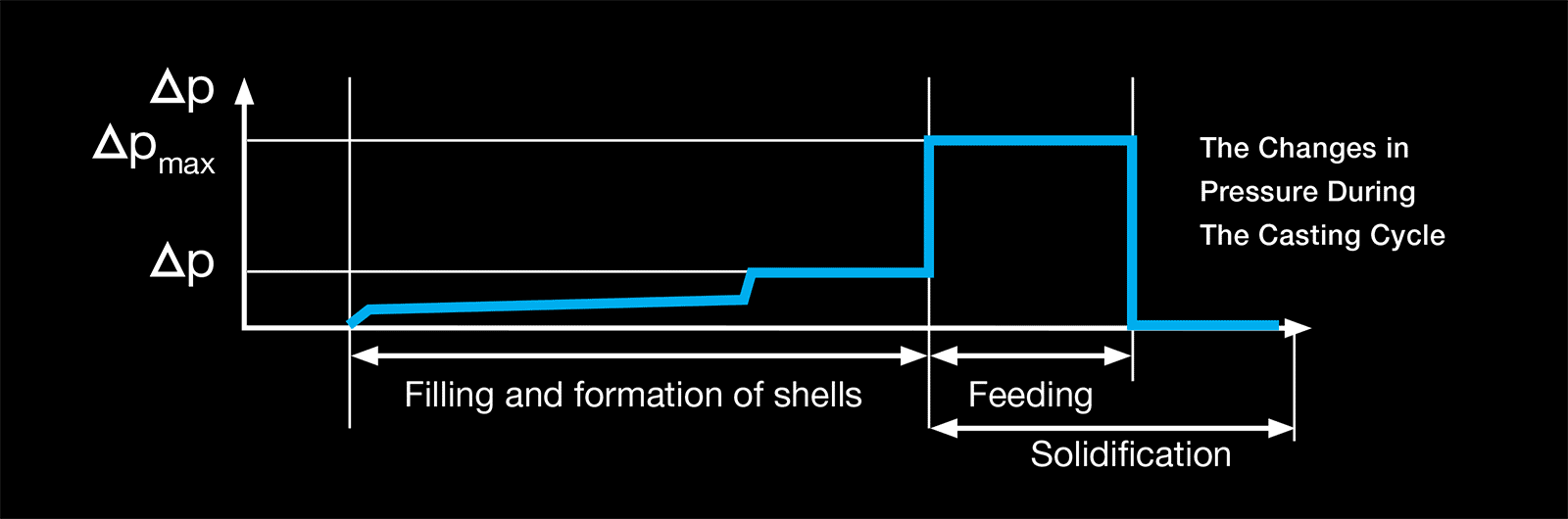
CPC uses two separate pressure chambers. The process begins by equally pressurizing both the furnace and the mold chambers. The pressure in the furnace is increased while the pressure in the mold chamber is released. (The pressure differential is usually between 300 to 1,000 mbar.) This allows the melt to rise in the filling tube(s) with constant counter pressure on the melt’s surface. The filling process is non-turbulent and allows for better control and uniformity. The continuous counter pressure on the casting chamber also prevents the introduction of gases that normally occurs during filling in other processes.
Solidification is controlled by using air or water for directional cooling. At the beginning of casting solidification, increased pressure is applied in the furnace chamber to achieve maximum feeding to areas prone to shrinkage. This ensures dimensional repeatability and increases the casting’s metal density. The constant pressure suppresses gases that would normally cause defects in the casting. Up to 6 bar of pressure may be applied without any risks to safety by using the closed-chamber system. When the casting has cooled, the pressure is quickly released in both chambers and the process is repeated.
Results
Defects in casting reduce both its strength and structural integrity. With CPC’s ability to control metal flow in a tranquil fashion, a more uniform microstructure is attained. Using counter pressure during the entire process helps prevent the introduction of gases and porosity.
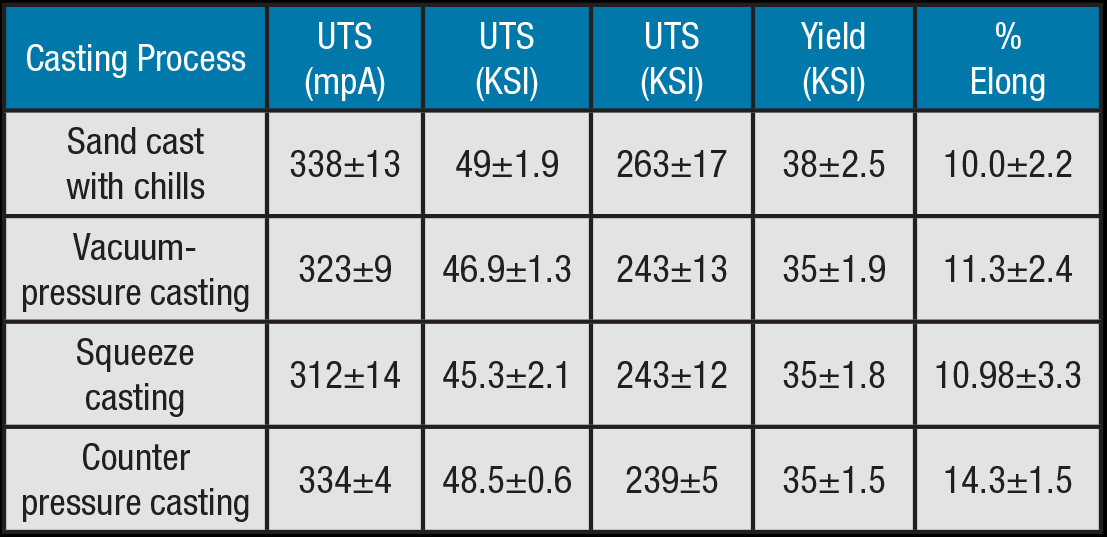
Another advantage is lower variability in elongation and strength in the squeeze, vacuum pressure and sand casting. CPC can achieve elongation of 14 percent. Other processes show nearly twice that variability in their results.
Economic Benefits
In addition to its technical advantages, CPC has a number of economic benefits:
- The initial investment cost is extremely low relative to its exceptional return.
- The short learning curve and low complexity make the process easy to integrate into any existing production.
- An impressive yield of 95 percent or more is achieved by utilizing the most of the material.
- Mass production has reliable results, and with the capability of up to 10 castings per cycle, CPC is the most cost-effective solution.
-
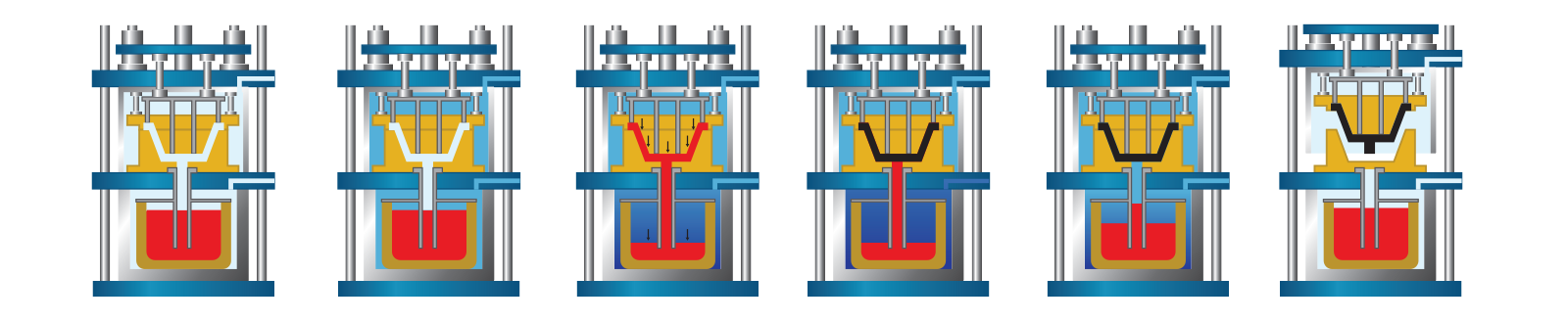
Step 1:
Mold Chamber closes and casting cycle begins
-
Step 2:
Furnace and Mold chambers are pressurized equally.
-
Step 3:
Pressure is increased in the Furnace chamber, melt begins to fill the mold cavity. Counter Pressure is continually
applied in the mold chamber -
Step 4:
Casting solidified under counter pressure using directional air/water cooling.
-
Step 5:
Equalization of pressure between both chambers (∆P=0), melt returns to furnace.
-
Step 6:
Mold chamber is opened and casting is ejected.