


Discover the full capabilities of our state-of-the-art R&D Center—equipped to Cast, X-ray, Heat Treat, and Test parts for cutting-edge research, process optimization, and fast-tracked sample validation. Accelerate your innovation with a partner that delivers precision and performance.
CPC Casting and Testing Center

- Rapid Prototyping
- Sample Casting
- Design and Simulation
- Process Optimization
- Mold Production
- Mold Validation
- Large & Small Casting Capabilities
- Single or Multicavity
- Mechanical Property Analysis
- CPC Research and Development





Foundry Equipment
- CPC 1600 Casting Machine
- CPC 2200 Casting Machine
- Shuttle System
- Degassing
- X-Ray 1 (Small-Medium)
- X-Ray 2 (Large Structural)
- Heat Treatment
- Complete Testing Laboratory
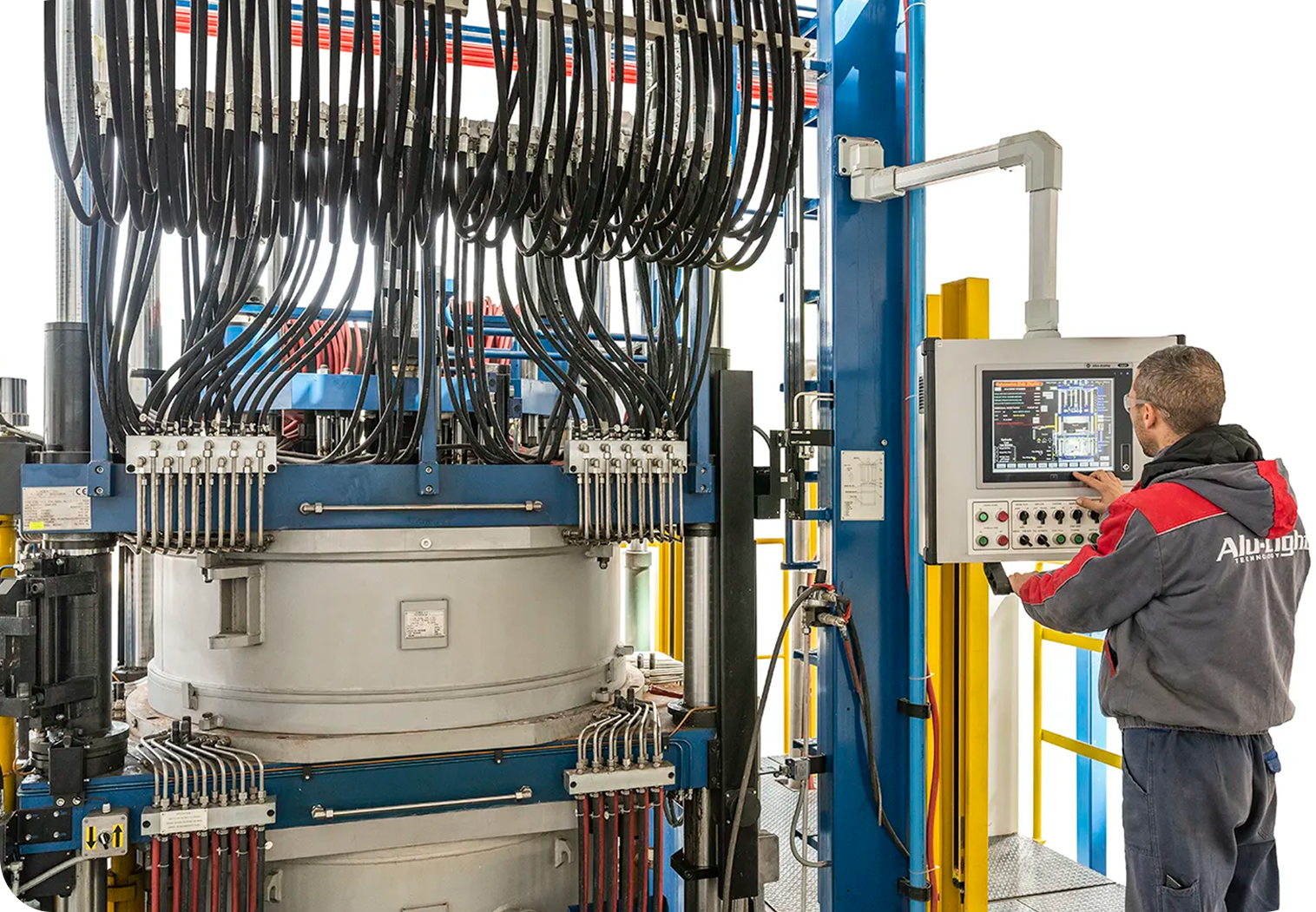
The facility is equipped with two advanced CPC casting machines—the CPC 1600, ideal for small to mid-sized parts, and the CPC 2200, our largest machine to date, designed for large structural castings. The center includes a full mechanical testing laboratory and an in-house mold shop for rapid prototyping. This allows us to quickly produce sample parts, optimize processes, and conduct continuous research and development. The R&D center plays a vital role in keeping us at the forefront of Counter Pressure Casting technology, delivering innovation and speed to our customers.
Discover the R&D Center
Need help finding the right machine?
If you would like more information about how a new CPC machine can bring your products to life, please contact us.